RNG Case Studies from 2021: Paso Robles Waste and Seabreeze
Paso Robles Waste
PROJECT OVERVIEW
Revolution CNG and Paso Robles Waste chose BAUER COMPRESSORS, Inc. to provide a new high-capacity renewable natural gas (RNG) compressor system for their fueling station expansion. Due to growing demand, Paso Robles Waste has recently expanded their fleet of trash recycling vehicles. Thusly they require more compressed RNG fuel to meet the increased demands of their growing fleet. It is noteworthy that Paso Robles waste uses not just a fraction, but 100% RNG to fuel their vehicles. Being green and running their business in an environmentally friendly way is an important part of their corporate mission. Besides the environmental benefits, Paso Robles Waste is enjoying significant cost savings by using renewable natural gas – as compared to diesel – for their transportation fuel.
TECHNICAL FEATURES
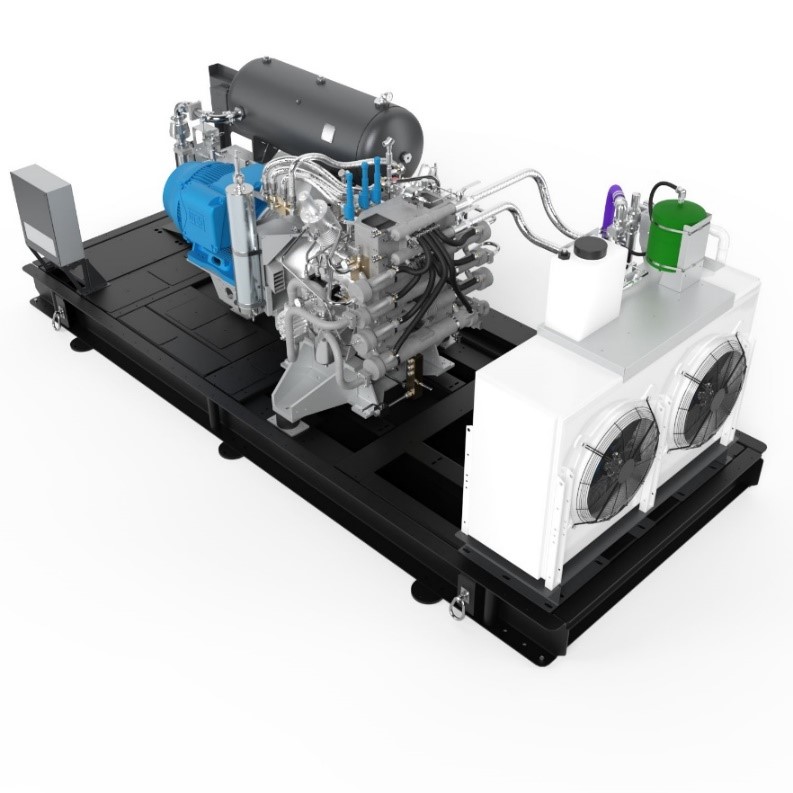
By adding an additional BAUER GRU® 9-75 rotary screw booster compressor in front of the BAUER 4-stage reciprocating high-pressure C26 X-Fill® compressor, BAUER was able to overcome the low gas inlet pressure from the utility pipeline and boost it up; from 40 PSIG to 145 PSIG. This process maximizes the output performance of the C26 X-Fill® high pressure compressor (360 SCFM, at 5000 PSIG). The system is monitored 24/7 by the state-of-the-art BAUER Connect™ IoT remote telemetry solution, which allows for remote control and monitoring of the entire RNG compressor system.
PROJECT DATA • Location: Paso Robles, California • Application: Compressed renewable natural gas (CRNG) for transportation fuel • CRNG Flow: 360 scfm (611 sm3/h) • Pressure from gas utility pipeline: 40 psig • Outlet pressure from the BAUER CRNG system: 5000 psig • Commissioning Date: 2021
UNIQUENESS OF THE PROJECT
Use of 100% renewable natural gas (RNG) for transportation fuel
High flow rate from the compressor system despite low gas inlet pressure from the gas utility pipeline
Seabreeze Farms
PROJECT OVERVIEW
DMT Clear Gas Solutions partnered with BAUER COMPRESSORS, Inc. on their standardized Carborex® MS system for a biogas upgrading project in Canada. BAUER designed the biogas compressor system specifically to fit into and interface with DMT’s containerized Carborex® MS system. Since the entire system had been pre-engineered in collaboration with BAUER, DMT was able to reduce the up-front engineering effort and offer a reduced lead-time to the end user. In addition, since the entire biogas upgrading system was installed and tested at DMT’s manufacturing facility before shipping to the customer site, DMT was able to reduce onsite commissioning and start-up time. The premise behind the system is truly “plug and play.”
TECHNICAL FEATURES
BAUER supplied one 150 HP GRU® 28-150 for this project. All BAUER GRU® biogas compressor systems are PLC controlled with variable frequency speed control for the compressor. The state-of-the art controls algorithm optimizes adaptation of the compressor system’s flow to the flow rate from the biogas digester. All BAUER GRU® systems come standard with gas inlet dew point sensor as well as BAUER CONNECT® IoT for remote control and monitoring of the compressor system.
PROJECT DATA
Location: British Columbia, Canada
Biogas Source: Dairy Manure
Application: Pipeline Injection
End User: Fortis BC
Biogas Flow: 289 Nm3/h (180 SCFM)
Commissioning Date: 2021
UNIQUENESS OF THE PROJECT
BAUER’s 150 HP GRU® 28-150 compressor designed to specifically fit into and interface with DMT’s containerized Carborex®™ MS Biogas upgrading system.
By offering a pre-engineered, standardized biogas upgrading system, commissioning was easily performed during the pandemic.
The system was fabricated locally in Canada and replaced old fashioned upgrading technology.
I am extremely impressed with your writing skills and also with the layout on your weblog. Is this a paid theme or did you modify it yourself? Either way keep up the nice quality writing, it is rare to see a great blog like this one these days..






I am extremely impressed with your writing skills and also with the layout on your weblog. Is this a paid theme or did you modify it yourself? Either way keep up the nice quality writing, it is rare to see a great blog like this one these days..
Thank you for your kind words! We built our theme in-house at our BAUER Norfolk location. Glad you’re enjoying our content! 🙂